
Các công nghệ sản xuất gạch tuynel
1. Lò bao (lò bầu)

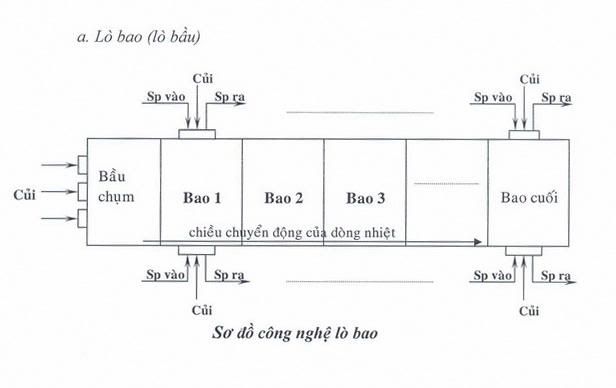
Sơ đồ công nghệ lò bao
Lò bao có dạng hình ống nghiêng, lò được xây trên địa hình có độ dốc từ 15-25 độ. Lò được ngăn ra thành từng căn hay được gọi là bao hoặc bầu thường có khỏang 10-20 bao. Chiều dài lò thay đổi tùy thuộc vào số bao, chiều rộng thường từ 6-8m. Kích thước mỗi bao thường là cao 2 ?"2.5 m, dài 2-2,3m. Giữa các bao được ngăn cách bằng một vách, phía dưới sát nền lò có những lỗ nhỏ (kích thước 10x20cm, 32 lỗ đối với lò có chiều rộng 8m) thông với bao trên gọi là răng lửa. Khí thải và hơi nóng theo răng lửa thoát lên các bao bên trên. Đầu thấp là nơi có bầu lửa, xuất phát chụm lửa và dần dần đốt lên các bao trên. Bầu lửa (bao đầu tiên) còn gọi là căn bầu dùng để đốt củi xông làm nóng lò và làm khô sản phẩm, không chất sản phẩm, bao thứ 1 cũng không thể nung sản phẩm do chất lượng sản phẩm kém, tỷ lệ lọai bỏ cao, chỉ có thể dùng nung gạch. Sản phẩm được xếp từ ngăn thứ 2 trở lên. Mỗi bao đều có cửa lò ở 2 bên khi xếp sản phẩm xong và bắt đầu giai đọan nung được bít kín chỉ chừa 2 lỗ nhỏ: một dùng để đưa nhiên liệu vào và một gọi là mắt lửa dùng để kiểm tra nhiệt bên trong lò và xem độ chảy của men để xác định kết thúc quá trình đốt. Đốt lần lượt từ căn bầu (xông) thường 18-24 giờ, căn 1 khỏang 1-2,5 giờ, lần lượt từ căn 2,3.. mỗi căn khỏang 3-4 giờ tùy lọai sản phẩm. Đây là lọai lò có nguồn đốt di động, sản phẩm cố định họat động theo nguyên tắc lửa đảo. Thành và vòm lò được xây bằng vật liệu chịu lửa. Khói và nhiệt được dẫn từ bao trước qua răng lửa đi thẳng lên trên vòm lò và quặt xuống nền lò. Khi trong bao trước được nung ở nhiệt độ cao thì ở bao sau đang ở giai đọan nâng nhiệt độ, bao kế tiếp đang ở giai đọan sấy.
2.Lò ống
Lò ống giống như lò bao nhưng không được ngăn ra thành từng căn như lò bao mà thông suốt theo chiều dài của lò. Các cửa dùng xếp sản phẩm vào và lấy ra cách nhau từ 2m-2,5m. Khi chất đầy sản phẩm sẽ bít cửa lò và chừa lỗ nhỏ (0,2x0,2m) để cho củi vào, cách khoảng 0,5-0,7m có một lỗ cửa. Lò ống có ưu thế nung các lọai sản phẩm như chén, bát, tô, dĩa?
Ưu ?"Nhược điểm :
Nhóm lò thủ công có chung các đặc tính kỹ thuật như sau:
- Nhiên liệu: củi
- Sản phẩm được xếp cố định, nhiệt di động từ thấp lên cao, khí nóng được tận dụng để sấy sản phẩm ở phần trên.
- Không có hệ thống kiểm tra nhiệt độ, nhiệt độ được kiểm tra bằng kinh nghiệm của thợ đốt lò.
- Lò được đốt gián đọan theo từng đợt sản phẩm.
- Môi trường làm việc: nhiệt độ và nồng độ khí ô nhiễm cao do việc xếp dỡ sản phẩm thực hiện trong lòng lò khi lò chưa nguội hẳn và do các căn dưới đang được đốt khí thải (bụi và khói đen) thoát ra phía trên cũng như do khả năng cách nhiệt của thành lò kém. Khí thải thoát tự nhiên, thoát ra từ lỗ đưa nhiên liệu vào và mắt lửa ở 2 cửa bên và thông lên các căn kế cận và thoát ra ngoài qua mái hiên.
- Lò bao và lò ống tận dụng được lượng nhiệt của căn đốt trước để sấy cho căn sau nhờ được thiết kế trên nền dốc 15-250. Tuy nhiên, có một lượng nhiệt lớn thất thoát qua cửa nạp liệu ở hai bên, ở trên đỉnh lò, ở thân lò và ở căn cuối khi hoàn tất chu trình đốt lò. Thường để tận dụng lượng nhiệt này, người ta thường xếp sản phẩm mộc lên phía trên bề mặt lưng lò để sấy khô trước khi xếp vào lò nung, tận dụng thời gian và tiết kiệm nhiệt làm nóng lò, sản phẩm có thể được lấy ra sau khi bít cửa 48-72 giờ để chuẩn bị xếp sản phẩm mộc vào lò cho chu kỳ đốt kế tiếp, đôi khi lúc bắt đầu đốt những bao đầu tiên, các bao sau cùng vẫn chưa được lấy sản phẩm
Như vậy công nghệ cũ sẽ vận hành gián đoạn, sản xuất theo từng mẻ, tiêu hao nhiều nhiên liệu và gây ô nhiễm môi trường cho khu vực xung quanh lò. Hơn nữa sản phẩn sẽ nhiều ?oba vớ ?o lượng thành phẩm sẽ bị tiêu hao ?"chất lượng không đạt .Trong quá trình khắc phục những nhược điểm trên đã cho ra đời ?"loại lò nung ?"TUYNEL.
XUẤT XỨ CỦA LÒ GẠCH LIÊN TỤC KIỂU ĐỨNG
Khoảng cuối những năm 60 của thế kỷ XX, ở các tỉnh Hà Nam và An Huy (Trung Quốc) rất khan hiếm năng lượng, nguồn củi đốt cạn kiệt. Các lò gạch chuyển sang dùng than, nhưng than phải vận chuyển từ xa tới nên chi phí cao. Khoảng năm 1968-1973, người ta thấy xuất hiện lò gạch liên tục kiểu đứng (LTKĐ) ở 2 huyện Tongbal (Hà Nam) và Funan (An Huy), nhưng không rõ xuất hiện ở huyện nào trước và ai là tác giả. Khi đó kích thước lò nhỏ hơn hiện nay, tiết diện buồng đốt 1 X 1m và cao 3,5m. Lò được xây theo từng cặp 2 lò cạnh nhau.
Khoảng năm 1980-1983 lò đã được cải tiến, tiết diện buồng đốt tăng lên 1 X 1,5m và cao 5,5m. Nhờ đó năng suất mỗi mẻ đã tăng từ 224 lên 320 viên. Buồng đốt chứa từ 7 - 8 mẻ lên 11 - 12 mẻ. Việc tăng chiều cao buồng đốt làm tăng đường đi của gạch trước khi đi vào trung tâm cháy, nhờ đó gạch mộc (gạch chưa nung) được sấy lâu hơn, đồng thời cũng tăng thời gian làm nguội gạch sau khi ra khỏi trung tâm cháy. Nhờ đó giảm xốc nhiệt, mặt khác tận dụng được nhiệt ở đầu khói ra để sấy gạch mộc và nhiệt ở đầu gạch ra để sấy nóng không khí vào lò. Do đó lò gạch LTKĐ đạt tới hiệu suất nhiệt khá cao và tiết kiệm nhiên liệu. Cho tới năm 1990 đã có khoảng 50.000 lò gạch LTKĐ hoạt động trên các địa phương ở Trung Quốc.
LÒ GẠCH LTKĐ (Lò Tuynel kiểu đứng ) TẠI VIÊT NAM
Ở nước ta, một số cơ quan khoa học Trung ương đã chuyển giao công nghệ sản xuất gạch LTKĐ cho nhiều tỉnh, thành phố, do lò gạch LTKĐ có các ưu điểm:
Về khả năng giảm thiểu sự ô nhiễm, lò gạch LTKĐ có cấu tạo kiểu đứng, với quy trình nung gạch gồm 4 giai đoạn: sấy, gia nhiệt, nung và làm nguội, diễn ra từ trên xuống. Gạch được cấp liên tục vào lò từ phía trên, ngược chiều với dòng khói mang nhiệt đi từ dưới lên để gia nhiệt cho viên gạch. Chính nhờ đặc điểm đó, nhiệt được tận dụng một cách tối đa giữa các giai đoạn. Chẳng hạn, khói thải của giai đoạn nung sẽ là môi chất gia nhiệt cho gạch mộc ở trên đi xuống. Không khí lạnh từ dưới lên sẽ được gia nhiệt nhờ nhận nhiệt từ lớp gạch làm nguội sau giai đoạn nung. Bằng cách đó, năng lượng được tái tạo trong viên gạch mà không mất đi đâu cả, lượng khói thải ra hầu như không còn. Quá trình sản xuất liên tục cũng tiết kiệm được nguyên vật liệu như củi, dầu và bảo đảm các viên gạch ít bị hao vỡ so với lò thủ công gián đoạn. Theo tính toán, lò gạch LTKĐ giảm 50% tiêu hao nhiên liệu so với lò thủ công, lưu lượng khói thải giảm 11,5 lần, lượng SO2 và CO2 giảm 6 lần, nhiệt độ khói thải thấp.
Về công suất, kết quả thử nghiệm cho thấy trong khi lò gạch LTKĐ có thể đạt được công suất 1,9 triệu viên gạch một năm, thì lò thủ công chỉ cho ra mỗi năm 1,2 triệu viên. Như vậy, công suất chỉ bằng 62% so với lò gạch LTKĐ. Còn xét về chi phí xây dựng, so với lò tuynel hiện đại, được sử dụng ở các cơ sở sản xuất lớn hiện nay, lò gạch LTKĐ chỉ bằng 1/6 vốn đầu tư, mà chất lượng gạch vẫn bảo đảm.
3) Lò tuynel
Các lò hiện đại thường có lớp cách nhiệt dạng bông hoặc sợi rất tốt, lò có kết cấu kín và rất bền nhiệt cho phép tiết kiệm nhiên liệu và rút ngắn thời gian nung. Nhiệt của khí thải được tận dụng để đốt nóng không khí cho quá trình nung.
Sơ đồ hệ thống điều khiển lò nung tuynel

Màn hình giao diện SCADA là cầu nối giao diện giữa người và máy rất tối ưu trong việc cài đặt thông số, chỉnh định các thông số đặc trưng của từng loại sản phẩm đáp ứng đúng theo yêu cầu công nghệ giúp cho người vận hành không cần phải có trình độ giỏi để thay đổi các thông số công nghệ cho phù hợp với quá trình sản xuất nhưng vẫn đạt được hiệu quả tối đa nhất.
Màn hình giao diện SCADA

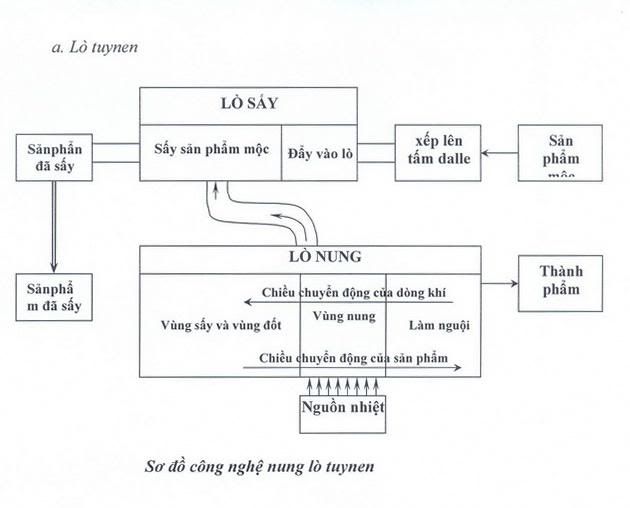
Lò tuynen có dạng đường hầm thẳng, có chế độ làm việc liên tục, sử dụng các dạng nhiên liệu khác nhau. Sản phẩm nung được đặt trên các toa xe goòng chuyển động ngược chiều với chiều chuyển động của khí nóng. Lò có kích cỡ rất khác nhau, dài từ 25-150 m?Lò có những bộ phận hồi lưu và trộn khí, tránh sự phân lớp khí làm nhiệt độ lò không đồng đều. Lò được chia làm 3 vùng: vùng đốt nóng, vùng nung và vùng làm nguội. Không khí lạnh dần được đốt nóng lên sau khi làm nguội sản phẩm và được chuyển sang vùng nung tham gia quá trình cháy. Không khí nóng được chuyển sang vùng đốt nóng sấy khô sản phẩm mộc và đốt nóng dần chúng lên trước khi chuyển sang vùng nung. Khói lò được thải ra ngòai qua ống khói nhờ quạt hút. Sự tuần hòan của khí thải cho phép tạo ra chế độ nhiệt và chế độ ẩm dịu hơn, làm cho nhiệt độ đồng đều trên tiết diện lò, giảm tác động có hại của không khí lạnh lọt vào.
Nhiên liệu được nạp qua vòi phun (bec dầu) nếu sử dụng nhiên liệu lỏng thường là dầu FO. Với lò tuynen dễ dàng có khả năng chuyển sang nhiên liệu gas.
Lò được xây bằng phần lớn vật liệu sản xuất trong nước, giá thành tương đối thấp nhưng vẫn cao hơn chi phí xây các lò truyền thống.
Tính năng kỹ thuật của lò nung tuynel:
- Nhiên liệu: dầu, gas, có thể sử dụng than đá;
- Sản phẩm di động, nhiệt cố định, dòng khí chuyển động ngược chiều sản phẩm.
- Kiểm tra nhiệt độ của lò nung bằng can nhiệt, có thể cài đặt nhiệt theo yêu cầu;
- Chế độ đốt lò liên tục;
-Khí thải thoát qua ống khói nhờ quạt hút.
Lò nung tuynel thông thường có kich thước dài 94m, lò sấy dài 58- 62m, ống khói xây cao 25m. Lượng khói thải ra được tận dụng tối đa để sử dụng nhiệt thừa của khói lò nung đư a đưa sang lò tuynel sấy mộc, nhằm tiết kiệm than. Điều này khiến cho lượng bụi thải ra rất ít và nhiệt thải ra tới mức tối thiểu. Nhiệt độ của khí thải khi ra khỏi lò sấy chỉ còn 40 - 500C, không ảnh hưởng tới sức khoẻ của người lao động.
(Theo TTVOL) .